On the subject of cleaning. One of the most useful accessories for a metalworking lathe is a quick change toolpost. With this, tools are clamped into blocks, height adjusted to put the tip on the centre line and then locked off. A part turn of one bolt allows the block to be removed and a different one dropped into place. This is a great time saver as most turning requires a few different tools to be swapped in an out.
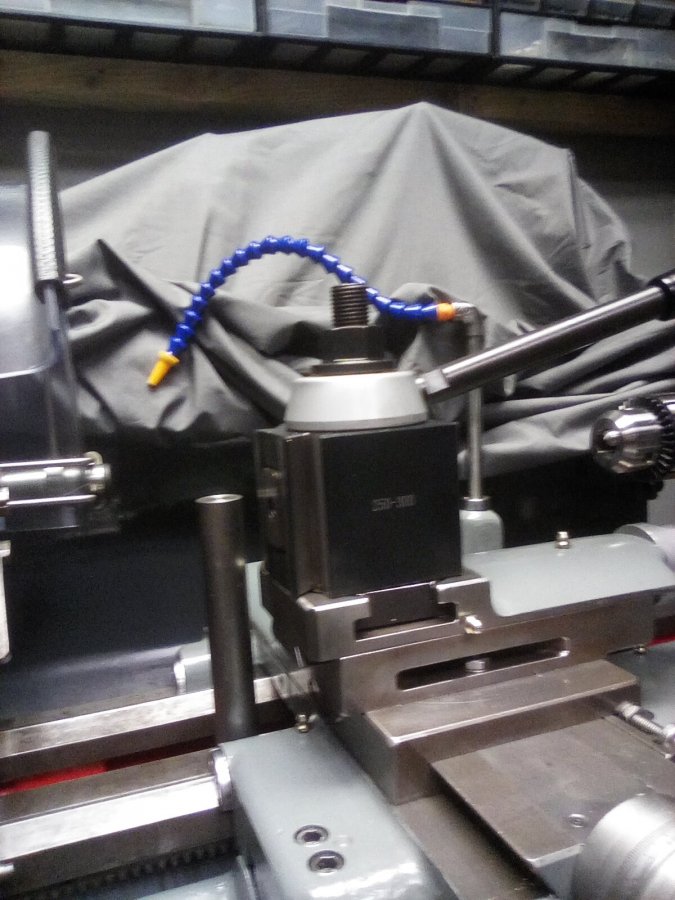
The block or QCTP drops on over the post on the top slide where it can be rotated to bring different tools to bear or angled if required.

A sleeve is often needed to match the post of your lathe to whatever quick chnage or other toolholder you choose.
My L5 came with a popular style of QCTP. A copy of the UK designed Dickson T2, but no holders to fit. It was very gummed up and took most of 5 hours to clean.
There is a lesson in this. The Dickson type block can be disassembled for cleaning in literally seconds with no tools. Simply push in the locking plungers against their springs and the locking cam pulls straight out. If you neglect the cleaning discipline, swarf builds up behind the locking plungers (or top hats) making it near impossible to push them in far enough to pull out the cam pin. Swarf bound up in dried oil and lousy maintenance is why it took 5 hours to clean something that should have taken 2 minutes.



Although a copy of the Dickson design, my block is labelled "Rapid Benrath"
There were two Italian companies, maybe three, who made quality copies of the Dickson back in the day under the name of Rapid, or similar. You can still buy Rapid toolposts and holders from Italy and I believe the quality is good.
Rapid Benrath however gives me almost nothing. There was a UK importer with the Benrath name back in the 1950's and Benrath is a place in Germany where machine tooling was made. There's likely a connection.
My toolpost is very nice quality. Hardened, ground. Just 2" tall, compared to a Dickson T2 which I think is 2.5" but otherwise dimensions are as close as I can tell and Dickson toolholders drop straight in.
Disckson T2 is a middling size, strictly too tall for my lathe which will only swing 9" work. The upshot is that I cannot use any larger than 16mm shank tools and still get the point low enough to line up with the centreline of the spindle.

A smaller T1 toolpost would be better suited to the L5. I borrowed a T1 Tall to see how it sat on the lathe. Perfectly good, but even with a T1, the toolholders hang over the end of the top slide.

It looked such a fragile little thing compared to the T2 that I decided to stick with the excellent Rapid Benrath block even though it's farr too big and several weeks on, I was able to buy some genuine Dickson toolholders to fit it.
Original toolholders are a bit like investing. They cost a mint but tend not to lose value. Good Dickson ones are much more expensive than Chinese or Indian copies. I stumbled onto a set of 5 toolholders on ebay, never unpacked since they were made in the 1970's. They were made by Dickson, boxed up and sent to Harrison who sold them on, probably with a new lathe. They still had the anti rust wax on them. Opening the box which looks like it dates from the 50's never mind 70's , I could imagine what an archaeologist feels like")
I measured the blocks for reference. Factory new vintage original are pretty scarce, so I photographed everything with zero wear and tear

---
The block or QCTP drops on over the post on the top slide where it can be rotated to bring different tools to bear or angled if required.
A sleeve is often needed to match the post of your lathe to whatever quick chnage or other toolholder you choose.
My L5 came with a popular style of QCTP. A copy of the UK designed Dickson T2, but no holders to fit. It was very gummed up and took most of 5 hours to clean.
There is a lesson in this. The Dickson type block can be disassembled for cleaning in literally seconds with no tools. Simply push in the locking plungers against their springs and the locking cam pulls straight out. If you neglect the cleaning discipline, swarf builds up behind the locking plungers (or top hats) making it near impossible to push them in far enough to pull out the cam pin. Swarf bound up in dried oil and lousy maintenance is why it took 5 hours to clean something that should have taken 2 minutes.
Although a copy of the Dickson design, my block is labelled "Rapid Benrath"
There were two Italian companies, maybe three, who made quality copies of the Dickson back in the day under the name of Rapid, or similar. You can still buy Rapid toolposts and holders from Italy and I believe the quality is good.
Rapid Benrath however gives me almost nothing. There was a UK importer with the Benrath name back in the 1950's and Benrath is a place in Germany where machine tooling was made. There's likely a connection.
My toolpost is very nice quality. Hardened, ground. Just 2" tall, compared to a Dickson T2 which I think is 2.5" but otherwise dimensions are as close as I can tell and Dickson toolholders drop straight in.
Disckson T2 is a middling size, strictly too tall for my lathe which will only swing 9" work. The upshot is that I cannot use any larger than 16mm shank tools and still get the point low enough to line up with the centreline of the spindle.
A smaller T1 toolpost would be better suited to the L5. I borrowed a T1 Tall to see how it sat on the lathe. Perfectly good, but even with a T1, the toolholders hang over the end of the top slide.
It looked such a fragile little thing compared to the T2 that I decided to stick with the excellent Rapid Benrath block even though it's farr too big and several weeks on, I was able to buy some genuine Dickson toolholders to fit it.
Original toolholders are a bit like investing. They cost a mint but tend not to lose value. Good Dickson ones are much more expensive than Chinese or Indian copies. I stumbled onto a set of 5 toolholders on ebay, never unpacked since they were made in the 1970's. They were made by Dickson, boxed up and sent to Harrison who sold them on, probably with a new lathe. They still had the anti rust wax on them. Opening the box which looks like it dates from the 50's never mind 70's , I could imagine what an archaeologist feels like
I measured the blocks for reference. Factory new vintage original are pretty scarce, so I photographed everything with zero wear and tear
---