chris_d
Established Member
Dear members,
I need to have two 15mm thick steel plates butt welded together in situ (structural steel). The butt weld joint will be approx 215mm long. The joint will eventually lay directly on a concrete padstone that will be cast in situ.


I have yet to cast the padstone but one of the plates (an RSA) is fixed in its final position and cannot be moved.
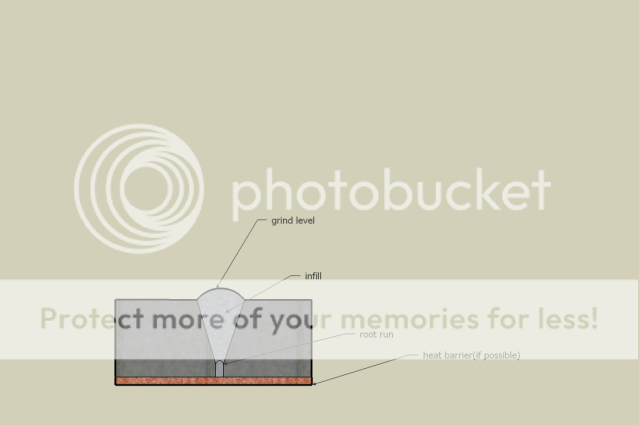
Question: Can 15mm steel plate be butt welded from just one side/face of the joint?
I ask this because it will be significantly easier to cast the padstone before the second plate is positioned but with the compromise that the welder's torch only has access to one face of the butt joint. Conversely, welding the joint before casting the padstone permits access to both faces of the butt joint but makes the padstone much more difficult to subsequently cast.
Another consideration is whether it is dangerous to weld steel where the joint location is in direct contact with concrete?
I tried to call my local welding shop earlier today to discuss the feasibility of such a weld but they had difficulty understanding the context over the phone.
Any guidance gratefully received,
Chris
I need to have two 15mm thick steel plates butt welded together in situ (structural steel). The butt weld joint will be approx 215mm long. The joint will eventually lay directly on a concrete padstone that will be cast in situ.
I have yet to cast the padstone but one of the plates (an RSA) is fixed in its final position and cannot be moved.
Question: Can 15mm steel plate be butt welded from just one side/face of the joint?
I ask this because it will be significantly easier to cast the padstone before the second plate is positioned but with the compromise that the welder's torch only has access to one face of the butt joint. Conversely, welding the joint before casting the padstone permits access to both faces of the butt joint but makes the padstone much more difficult to subsequently cast.
Another consideration is whether it is dangerous to weld steel where the joint location is in direct contact with concrete?
I tried to call my local welding shop earlier today to discuss the feasibility of such a weld but they had difficulty understanding the context over the phone.
Any guidance gratefully received,
Chris






























")