G S Haydon
Established Member
- Joined
- 24 Apr 2013
- Messages
- 1,667
- Reaction score
- 223
I'm opening myself up to look a twerp (nothing new there).
I've had a brief discussion with Derek about his thoughts on how his present honing method preserves the length of the chisel, plane iron etc more than any other.
Derek's thoughts
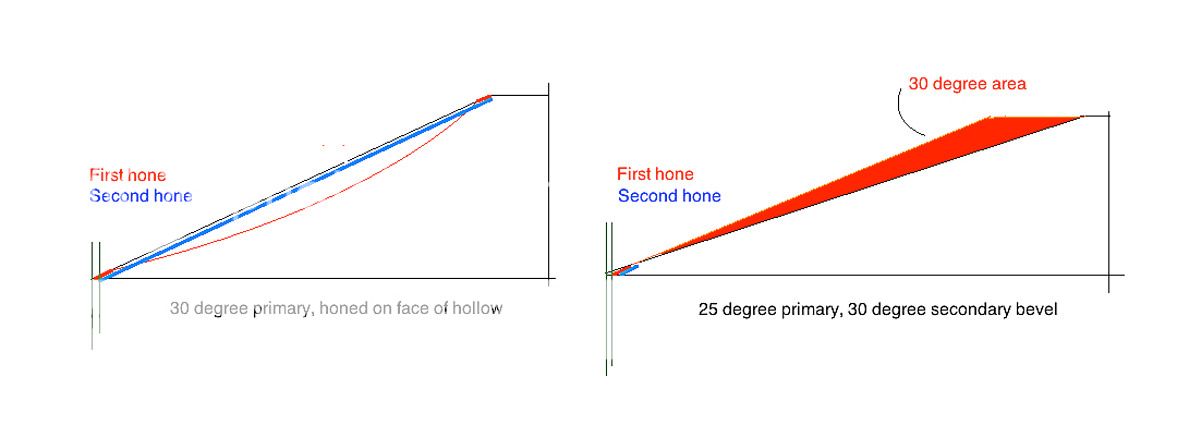
"For those with a Tormek or a CBN wheel, it is possible to grind to the edge of the blade. The aim is not to grind away the edge, but just to the edge. You can determine this by feeling for the wire edge. Stop grinding when you feel the finest of burrs. In my case I hone directly on the hollow, and the microbevel so created is coplanar with the primary bevel. In other words, no secondary bevel is formed.
The third method is to use a honing guide and add a secondary bevel. This could be done on a flat or hollow grind. The secondary bevel will shorten the blade more than the other two methods. "
My feeling is irrespective of sharpening method is that we all need to remove the same amount of wear to refresh the edge. I don't think any method reduces length more than any other apart from over zealous grinding. I can't imagine Japanese woodworkers are reducing their plane irons more quickly by not hollow grinding.
Or am I totally missing something (more than possible).
I've had a brief discussion with Derek about his thoughts on how his present honing method preserves the length of the chisel, plane iron etc more than any other.
Derek's thoughts
"For those with a Tormek or a CBN wheel, it is possible to grind to the edge of the blade. The aim is not to grind away the edge, but just to the edge. You can determine this by feeling for the wire edge. Stop grinding when you feel the finest of burrs. In my case I hone directly on the hollow, and the microbevel so created is coplanar with the primary bevel. In other words, no secondary bevel is formed.
The third method is to use a honing guide and add a secondary bevel. This could be done on a flat or hollow grind. The secondary bevel will shorten the blade more than the other two methods. "
My feeling is irrespective of sharpening method is that we all need to remove the same amount of wear to refresh the edge. I don't think any method reduces length more than any other apart from over zealous grinding. I can't imagine Japanese woodworkers are reducing their plane irons more quickly by not hollow grinding.
Or am I totally missing something (more than possible).