Does anyone have any information as to what this is, and how it compares with say O1? It was mentioned in a recent article in Carving magazine as being used in carving tools by a niche tool maker. I have one of their small carving tools, which does seem to keep a very sharp edge, but I am not using it intensively. Strengths/weaknesses/availability?
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Bearing steel
- Thread starter Bedrock
- Start date




Help Support UKworkshop.co.uk:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Cheshirechappie
Established Member
"Bearing steel" is a rather vague term, but given the context I think it might refer to the grade of steel commonly used for making (some, not all) rolling element bearings. It's basically a 1% straight carbon steel with a tiny bit of silicon and manganese, and about 1% to 1.6% chromium added to give better hardening characteristics with an oil quench than a straight carbon steel would have.
The "old" BS grade is EN31, later 535A99. As with so many steels, there are very close equivalents; the AISI grade closest is 52100, but L3 is also very close. Availability in smaller sections is limited, but I did find this;
Products | GFS Knife Supplies
and this;
EN31 Steel - Delivered Nationwide - Fully ISO 9001 Approved (westyorkssteel.com)
Edit to add;
According to Toolbank, the blades of Stanley's current Sweetheart socket chisels are of EN31, and reviews I've seen of those have been broadly positive. I also have a vague recollection that Footprint Tools used to use EN31 for their chisels (though since I can't find the reference, don't quote me on that), and comments by users that I've seen have also been broadly positive.
www.toolbank.com | Sweetheart Socket Chisel Set, 4 Piece: 6 12 18 & 25mm
The "old" BS grade is EN31, later 535A99. As with so many steels, there are very close equivalents; the AISI grade closest is 52100, but L3 is also very close. Availability in smaller sections is limited, but I did find this;
Products | GFS Knife Supplies
and this;
EN31 Steel - Delivered Nationwide - Fully ISO 9001 Approved (westyorkssteel.com)
Edit to add;
According to Toolbank, the blades of Stanley's current Sweetheart socket chisels are of EN31, and reviews I've seen of those have been broadly positive. I also have a vague recollection that Footprint Tools used to use EN31 for their chisels (though since I can't find the reference, don't quote me on that), and comments by users that I've seen have also been broadly positive.
www.toolbank.com | Sweetheart Socket Chisel Set, 4 Piece: 6 12 18 & 25mm
Last edited:
Commonly 52100 is referred to as bearing steel (it is a bearing steel) so would be a safe guess.
Where it has different alloying to a more basic steel like O1, you can vary the outcome of heat treating a lot by the temperatures and times used during austenising. Kevin Cashen did a lot of experiments and came up with some “recipes” that yielded good results for knife profiles.
Like a lot of tool making, people focus on the name of the steel, but the treatment of it is as important.
Like comparing a steak based on if it’s Aberdeen Angus vs Hereford vs welsh black vs Limousin but not considering that how well it’s cooked will be an overriding factor.
If a niche carving tool maker is using 52100 and has the set up to get it HT’d well (PID controlled furnace, Rockwell tester, quenchant) and has either researched a recipe or spent the time reading ttt diagrams and experimenting then they should be able to get a finer edge that will hold that sharpness for longer at the same hardness level.
I like 52100 in knives I have from pro makers, and have some pieces in stock to experiment with when I get the time.
Sub optimal 52100 will be worse than optimal O1, but optimal 52100 should be better than optimal 01.
The metallurgy of all of this is a rabbit warren, but if you didn’t know what it was made of, and instead used it for 30 minutes you should get an idea of it’s a good tool or not.
People will obsess over that steel or another, but give them an unlabelled iron and get them to tell you what steel it’s made of would be a guessing game for most people.
Where it has different alloying to a more basic steel like O1, you can vary the outcome of heat treating a lot by the temperatures and times used during austenising. Kevin Cashen did a lot of experiments and came up with some “recipes” that yielded good results for knife profiles.
Like a lot of tool making, people focus on the name of the steel, but the treatment of it is as important.
Like comparing a steak based on if it’s Aberdeen Angus vs Hereford vs welsh black vs Limousin but not considering that how well it’s cooked will be an overriding factor.
If a niche carving tool maker is using 52100 and has the set up to get it HT’d well (PID controlled furnace, Rockwell tester, quenchant) and has either researched a recipe or spent the time reading ttt diagrams and experimenting then they should be able to get a finer edge that will hold that sharpness for longer at the same hardness level.
I like 52100 in knives I have from pro makers, and have some pieces in stock to experiment with when I get the time.
Sub optimal 52100 will be worse than optimal O1, but optimal 52100 should be better than optimal 01.
The metallurgy of all of this is a rabbit warren, but if you didn’t know what it was made of, and instead used it for 30 minutes you should get an idea of it’s a good tool or not.
People will obsess over that steel or another, but give them an unlabelled iron and get them to tell you what steel it’s made of would be a guessing game for most people.
If you had good 52100 and good O1 at the same hardness, you may not notice the difference.
52100 is a favorite in the boutique/small maker knife industry because it forges well, and it gets better with forging, the same as 1095 does.
I have started making knives for fun, but the power hammer is me and a small forge and not enough heat to ruin steel, so it's off my radar for now. The reality of 52100 is that to get the best out of it, you need to do something to deal with grain orientation (if you get it in bars or rods, forging it repeatedly helps with this) and then you need to be able to normalize it (temperature conditioning above critical) to really get an ideal fine dispersion of the elements in the grain.
52100 has more chromium than O1. I see it referenced as a "Deep hardening" steel, which generally means that it has molybdenum in it (I didn't go check the listing, but lets just say it almost certainly has molybdenum in it, along with probably silicon and maybe vanadium as well as the chromium - vanadium in small amounts increases the hardness level after quench without forming big roving vanadium carbides like are intentionally in steel that's supposed to have metal to metal abrasion resistance).
Long story short, you can disregard the difference between it and O1, it's the preference of the maker in this case.
(the term "deep hardenability" refers to transition temperature - the additional elements are added to it vs. something like water hardening or old cast steel so that the transition speed needed to harden fully is lower and thus more depth of the steel gets fully hardened. If you harden a thick piece of 1095 or W1, only the surface reaches full hardness).
In the states, if someone says bearing steel, they're almost undoubtedly talking about 52100, especially with knives. The good stuff was a favorite for people beating up their knives in the nutty competitions where they hack 2x4s and cut ping pong balls after that or whatever it is that they do.
Like 1095, it also appeals to some segment of the buying population because a really really good knife in either (toughness and high hardness at the same time) is a display of someone knowing what they're doing.
I could make you a hard 52100 knife that chips if you're into work with lines. You won't even have to add lines, my knives will make them all over your work for you.
52100 is a favorite in the boutique/small maker knife industry because it forges well, and it gets better with forging, the same as 1095 does.
I have started making knives for fun, but the power hammer is me and a small forge and not enough heat to ruin steel, so it's off my radar for now. The reality of 52100 is that to get the best out of it, you need to do something to deal with grain orientation (if you get it in bars or rods, forging it repeatedly helps with this) and then you need to be able to normalize it (temperature conditioning above critical) to really get an ideal fine dispersion of the elements in the grain.
52100 has more chromium than O1. I see it referenced as a "Deep hardening" steel, which generally means that it has molybdenum in it (I didn't go check the listing, but lets just say it almost certainly has molybdenum in it, along with probably silicon and maybe vanadium as well as the chromium - vanadium in small amounts increases the hardness level after quench without forming big roving vanadium carbides like are intentionally in steel that's supposed to have metal to metal abrasion resistance).
Long story short, you can disregard the difference between it and O1, it's the preference of the maker in this case.
(the term "deep hardenability" refers to transition temperature - the additional elements are added to it vs. something like water hardening or old cast steel so that the transition speed needed to harden fully is lower and thus more depth of the steel gets fully hardened. If you harden a thick piece of 1095 or W1, only the surface reaches full hardness).
In the states, if someone says bearing steel, they're almost undoubtedly talking about 52100, especially with knives. The good stuff was a favorite for people beating up their knives in the nutty competitions where they hack 2x4s and cut ping pong balls after that or whatever it is that they do.
Like 1095, it also appeals to some segment of the buying population because a really really good knife in either (toughness and high hardness at the same time) is a display of someone knowing what they're doing.
I could make you a hard 52100 knife that chips if you're into work with lines. You won't even have to add lines, my knives will make them all over your work for you.
Does anyone have any information as to what this is, and how it compares with say O1? It was mentioned in a recent article in Carving magazine as being used in carving tools by a niche tool maker. I have one of their small carving tools, which does seem to keep a very sharp edge, but I am not using it intensively. Strengths/weaknesses/availability?
By the way, the suitability of these steels (water hardening, O1, 52100) for carving tools is important - all of them have relatively low abrasive resistance but have very good fine edge holding and very even wear characteristics. That makes them a good choice for carving tools. There's a strange conundrum in knives - the knives and hardnesses that work superbly for fine edge holding also seem to do less great in tougher impact further into the edge (but we don't do the latter in woodworking).
Toughness is different to hardness and often you trade one against the other, you can cryo 52100 to drop the RA to practically zero (and get a resultant increase in hardness) but as a result you get much less toughness, particularly at higher austenitising temps.
1095 and other low allowed steels can’t be heat treated in the same way as you get massive grain growth.
1095 and other low allowed steels can’t be heat treated in the same way as you get massive grain growth.
yes on the toughness, but it depends on the application - and it creates a lot of confusion between knife people and woodworkers (or woodworkers looking up knife information).
There's a fellow here in the states who is obsessed with high vanadium steels because of their ability to hold what knife people call a "working edge". I don't know what knife people call the initial edge, but I call it the fine edge (but maybe I heard that from knife people). The vanadium steels are poor at holding a fine edge, and their abrasion resistance makes them a pain to sharpen.
In some cases in woodworking, on the high end of hardness and low end of toughness ends up being more tough seeming in use, and the knife toughness starts to make sense when you see someone testing a knife by cutting nails.
What all of it boils down to is aside from a current obsession with abrasion resistance in woodworking tools ("our irons hold an edge twice as long as X"), we end up backing into finding out why vintage knives were a touch softer than woodworking tools, etc. Yes on 1095 and grain growth. Cryo treatment isn't discussed with 1095 because the carbides are iron carbides. To get the grain to grow with 1095, you have to almost be careless (especially if you have access to a propane forge and can forge it). Getting it perfectly fine, like breaking a file and looking at the grain structure, still takes precise temperature control, but it's not necessary for it to be good.
I wasn't aware that cryo treatment is popular with 52100 (having not used it), but would guess chromium carbides are the problem being addressed? Same as A2 - A2 has much better fine edge holding and wear cryo treated.
I haven't got any complaints about 1095 except for the fact that I can't get as good of fine edge holding with it (it's really good, like probably as good as anything I've bought commercially, but) vs. forging chisels out of files. File steel just makes super crisp edges for chisels at high hardness and maybe it has some alloying in it that allows better hardness in an oil quench.
(way off track here - for the original post, the answer still is that 52100 would make a good steel for carving tools, so would O1, A2 - not so much).
There's a fellow here in the states who is obsessed with high vanadium steels because of their ability to hold what knife people call a "working edge". I don't know what knife people call the initial edge, but I call it the fine edge (but maybe I heard that from knife people). The vanadium steels are poor at holding a fine edge, and their abrasion resistance makes them a pain to sharpen.
In some cases in woodworking, on the high end of hardness and low end of toughness ends up being more tough seeming in use, and the knife toughness starts to make sense when you see someone testing a knife by cutting nails.
What all of it boils down to is aside from a current obsession with abrasion resistance in woodworking tools ("our irons hold an edge twice as long as X"), we end up backing into finding out why vintage knives were a touch softer than woodworking tools, etc. Yes on 1095 and grain growth. Cryo treatment isn't discussed with 1095 because the carbides are iron carbides. To get the grain to grow with 1095, you have to almost be careless (especially if you have access to a propane forge and can forge it). Getting it perfectly fine, like breaking a file and looking at the grain structure, still takes precise temperature control, but it's not necessary for it to be good.
I wasn't aware that cryo treatment is popular with 52100 (having not used it), but would guess chromium carbides are the problem being addressed? Same as A2 - A2 has much better fine edge holding and wear cryo treated.
I haven't got any complaints about 1095 except for the fact that I can't get as good of fine edge holding with it (it's really good, like probably as good as anything I've bought commercially, but) vs. forging chisels out of files. File steel just makes super crisp edges for chisels at high hardness and maybe it has some alloying in it that allows better hardness in an oil quench.
(way off track here - for the original post, the answer still is that 52100 would make a good steel for carving tools, so would O1, A2 - not so much).
52100 won’t really form chromium carbides as there’s not enough chromium in it, it’s just there to improve hardenability. and anyway cryo is a way of completing the phase transition from austenite to martensite. I wouldn’t say it’s popular for 52100 to be cryo’d, but it’s an experiment to see what impact it has, and as expected (as austenite is ductile), removing it gives less toughness but more hardness.
For a given hardness 52100 Is twice as tough as O1 so for carving knives you’d expect to see a benefit in the ability to support a thin edge. A thinner edge will give less resistance so feel sharper in use too, even at the same empirical sharpness.
But the ability of the maker will dictate performance more than the steel choice will.
For a given hardness 52100 Is twice as tough as O1 so for carving knives you’d expect to see a benefit in the ability to support a thin edge. A thinner edge will give less resistance so feel sharper in use too, even at the same empirical sharpness.
But the ability of the maker will dictate performance more than the steel choice will.
As you mention A2, with suitable heat treatment you can reduce the carbide size and give a decent performing steel. It’s extra steps in the process though, and so usually foregone.
Unfortunately it’s ability to tolerate a wide range of temps in heat treating and tempering, and still give fairly consistent Rockwell ratings mean, it’s often not optimised. A2 is pretty easy to get good results with, as it’s so forgiving and so makes itself good for production runs. A more finickity steel needs more care, and can lead to more variability in outcome / more losses from QA.
Unfortunately it’s ability to tolerate a wide range of temps in heat treating and tempering, and still give fairly consistent Rockwell ratings mean, it’s often not optimised. A2 is pretty easy to get good results with, as it’s so forgiving and so makes itself good for production runs. A more finickity steel needs more care, and can lead to more variability in outcome / more losses from QA.
Phew, a lot of this is over my head, but thank you all for your detailed explanations. The blade I have, which I suspect is bearing steel is used for carving netsuke in Ebony, Boxwood and African Blackwood. I have also made my own tools for this work from O1, HS, masonry nails and worn out small rasps. They all work well, but the BS blade does seem to keep a very sharp edge at this scale of working. As a very occasional plane maker, I was interested in learning whether BS had the potential for plane blades. It sounds as though the hardening requirements will be beyond my limited resources.
No, if you got bar stock, you could make a plane iron from it. Most of the talk about has to do with optimizing it. I'm sure it would make a decent plane blade, but I have only knife stock 52100 sitting around.
Use in a knife edge, especially at acute angles or in a competition knife is a lot more demanding than use in a plane iron (whether we know it or not, we're good to our tools compared to the knife collectors and competitive users.)
Two things about using 52100, though:
1) It's usually in rod stock when I find it, but you can find bar stock. You could slot a bar and use it as a stanley plane iron if you found the right width, and if it was good stock and you heated it to one color past critical, quickly, and quenched it in vegetable oil and then tempered it accurately in a kitchen oven, you would have a good iron (quick heat and quench is to make sure you don't ruin the goodness that's already in the bar stock, which is enough goodness for a plane iron (the grain is oriented favorably for planing) but not enough goodness to reorient grain (like forging would do) for a knife. I'd venture to guess that as long as you made chisels out of 52100 out of the length of rolled stock, they'd be good
2) its alloying suggests similar wear characteristics to O1, so you'd have to decide if that was worth the trouble
I have made very good irons with the quick heat method above (just cut from stock/slot and no forging or anything) out of O1 and XHP, and I doubt instructions for XHP suggest open atmosphere heat and quench, but if you're quick with getting it to temp, not too much bad happens. O1 is a bit more forgiving.
When you want to remove some of the grain bias (as in, knives - on bar stock, the grain is oriented in their length, but the blade is on the side, thus knife makers generally prefer getting rod so that they have to hammer it a while, and then the very best blade makers probably normalize it after that in a computer controlled oven), then you have to do more, but we generally don't push steel toughness limits and most of our tools are oriented with rolled steel grain structure.
Most of the really high detail talk about microstructure is relevant for knife makers more than tool makers - in making woodworking tools, it's important to get good quality stock that is set up to have pretty good microstructure with a simple quench and temper.
Use in a knife edge, especially at acute angles or in a competition knife is a lot more demanding than use in a plane iron (whether we know it or not, we're good to our tools compared to the knife collectors and competitive users.)
Two things about using 52100, though:
1) It's usually in rod stock when I find it, but you can find bar stock. You could slot a bar and use it as a stanley plane iron if you found the right width, and if it was good stock and you heated it to one color past critical, quickly, and quenched it in vegetable oil and then tempered it accurately in a kitchen oven, you would have a good iron (quick heat and quench is to make sure you don't ruin the goodness that's already in the bar stock, which is enough goodness for a plane iron (the grain is oriented favorably for planing) but not enough goodness to reorient grain (like forging would do) for a knife. I'd venture to guess that as long as you made chisels out of 52100 out of the length of rolled stock, they'd be good
2) its alloying suggests similar wear characteristics to O1, so you'd have to decide if that was worth the trouble
I have made very good irons with the quick heat method above (just cut from stock/slot and no forging or anything) out of O1 and XHP, and I doubt instructions for XHP suggest open atmosphere heat and quench, but if you're quick with getting it to temp, not too much bad happens. O1 is a bit more forgiving.
When you want to remove some of the grain bias (as in, knives - on bar stock, the grain is oriented in their length, but the blade is on the side, thus knife makers generally prefer getting rod so that they have to hammer it a while, and then the very best blade makers probably normalize it after that in a computer controlled oven), then you have to do more, but we generally don't push steel toughness limits and most of our tools are oriented with rolled steel grain structure.
Most of the really high detail talk about microstructure is relevant for knife makers more than tool makers - in making woodworking tools, it's important to get good quality stock that is set up to have pretty good microstructure with a simple quench and temper.
TLDR from above, 52100 would make a good plane iron without much more than referring to a schedule of quench and temper data. quick heat and quench, one temper. Ignore the microstructure and forging talk important to knife people.
I came back to this because I assumed 52100 was more expensive than O1, but see it in a 24" bar here (.094", 2" wide and 24 long) for $14. That would be enough to make three stanley irons. I try to remember it next time I buy steel.
I came back to this because I assumed 52100 was more expensive than O1, but see it in a 24" bar here (.094", 2" wide and 24 long) for $14. That would be enough to make three stanley irons. I try to remember it next time I buy steel.
it only takes about an hour to make a stanley iron in good forging/machining steels, and with nothing more than a couple of files and a drill press.
More obnoxious steel like XHP (which is eerily similar to V11) takes about two hours as it files and cuts slower and if you grind a spot to cherry (or get it stuck on a metal bandsaw cut), it will air cool to full hardness. Even just a little bit in front of a bandsaw blade will turn red, a sand grain sized bit, and become a full hardness tooth demolishing spot.
XHP is also really expensive (what costs $5 an iron in 52100 costs $35 in XHP).
More obnoxious steel like XHP (which is eerily similar to V11) takes about two hours as it files and cuts slower and if you grind a spot to cherry (or get it stuck on a metal bandsaw cut), it will air cool to full hardness. Even just a little bit in front of a bandsaw blade will turn red, a sand grain sized bit, and become a full hardness tooth demolishing spot.
XHP is also really expensive (what costs $5 an iron in 52100 costs $35 in XHP).
It’s probably industrial tool making that has funded the metallurgical research rather than knife making. Nearly all the heat treat specs talk about nominal thicknesses way above what would be used in knives. Yes there are some modern cutlery specific steels, but they aren’t what’s being discussed.
Also you normally buy steel in a spheroidised annealed condition which will avoid any of the issues with grain you refer to.
To get the value from these steels though it needs some soak time at temperature.
If just quick heat and quench then use O1 ( as it gives you a bigger window to quench in than steels like 1095)
Also you normally buy steel in a spheroidised annealed condition which will avoid any of the issues with grain you refer to.
To get the value from these steels though it needs some soak time at temperature.
If just quick heat and quench then use O1 ( as it gives you a bigger window to quench in than steels like 1095)
I ordered 52100 bar for plane irons this morning (the place I ordered from also had it clad in stainless, three layer, which is a good excuse to make an order for knives).
My point with everything mentioned is that because the quality steel is generally delivered spheroidized or annealed and has been rolled by prescribed process, for most of what we do, grain direction matters a lot more than forging. Quality of the quench and temper matters more than perfect microstructure (59 hardness with perfect microstructure will perform more poorly in woodworking tools than 62 just heated and quenched).
I'll see how the 52100 bar wears doing nothing more than quick heat and temper, and then I'll soak one by eye in the propane forge to see if it wears more evenly.
(but it's true that there's probably no great reason to use 52100 vs. O1 - they work in the same hardness range, and their wear properties and fineness aren't going to be much different. The reason we have O1 instead of 52100 in the woodworking world is probably due to the amount of warpage, and because O1 has less chromium - and should be slightly more tolerant of being kept below critical for a while unintentionally).
The interesting thing in all of this is that O1 is considered the standard for shade tree folks with tools. The knife people call it "difficult to get perfect" because it's easy to get really good, but not easy to get the microstructure perfect.
XHP is interesting as a one off because you'll never read that you can harden and temper it well in open atmosphere, but if you heat it very quickly and quench it, it turns out great. If you heat it and allow it to remain in open atmosphere for a while chasing higher temperature, it gets out of order (the outer layer of the steel gets shiny - I'm guessing that's migrating chromium, but it could also be carbon or both). I'm less of a scientist about steel and more of an experimenter. I expected to cut XHP irons and then send them to a heat treater north of here, but it turned out not to be necessary. I sent four other irons to woodworkers here in the states, and none of them can tell a working difference vs. V11. XHP as i've treated it (and as anyone does) won't tolerate impact into a fine edge that well. It's harder to get a V11 Veritas chisel to completely cease taking damage in a chisel, but maybe that's because it has no dominant grain (most chisels are forged from bar or rod that has a dominant grain direction along the length).
Knives being different than the above both due to where the edge is (90 degrees off from the grain direction, probably the worst orientation) and because there's an obsession with thin bevels and torture to follow. I think this is kind of strange behavior because I've heard accounts of people who need special knives, but they're always from someone else other than the person who "needs s30V because their day job involves cutting a lot of sandy material".
There's a small parallel to this in woodworking, but it's a lot less pronounced because there's more use of the tools and less admiring them without use.
Yes on the steels, though. 440c was probably developed with interest in blades (knives and kitchen materials), but I couldn't think of much else in the US that's blade steel before the recent (last few decades) interest in boutique knives. I think the internet creates this, because people can learn things they didn't know previously, and suddenly, they're unhappy with something they liked. Friodur made razors out of 440c with cryo treatment. Suddenly, it's regarded as not being able to work in a knife because it wears too quickly (sharpening is apparently out of the question). XHP is just a higher carbon version, powdered and with some vanadium (higher hardness potential).
Sorry for the TLDR to anyone reading this thinking about making irons, but I'll post a follow up with a 52100 iron and see how it compares to O1. good first world O1 steel will allow a shade tree person to make an iron that matches the hock O1 iron without any trouble. 1095 is a special case because it's one of the few steels left that doesn't have alloying to slow the required transition - it has to go from heat to quench with zero delay and the quench has to be fast, but in thin sections, it can't be water (so you get stuck buying something like parks 50). And then you need to be able to contend with the warp (fine in a knife to leave the knife a bit fat and finish grind, but plane blades aren't a great place for this).
I can durability test 52100 against O1 and take microscopic pictures of the edge - I"m actually kind of interested in seeing how it works out. 52100 bar is really cheap.
I think it's important with woodworking tools to ignore some of the talk from the knife fanatics, though. Most knife work won't even challenge microstructure - it's the last bit of the fanatics (pushing bevel angles and then subjecting knives to hatchet work and cutting nails) that create the rush for microstructure. I made a mule last week out of a file - I can tell that I cannot obtain the same perfection as the mill by breaking it and looking at the grain under a metallurgical scope (the carbides aren't quite as evenly dispersed, but it's still good). I used the file mule (it's shaped (heat and hammer on anvil), not fully forged, and then ground and quenched and tempered and cut several finish nails with it tapping the spin with a hammer. It held up fine. I can still see the microstructure isn't quite as good as the mill-made files broken before any heating, but it really doesn't matter. (on a knife forum, it would matter a lot to people - even after seeing the nails cut, because they'd start asking how acute you could make the angle before the knife takes damage up into the bevel).
My point with everything mentioned is that because the quality steel is generally delivered spheroidized or annealed and has been rolled by prescribed process, for most of what we do, grain direction matters a lot more than forging. Quality of the quench and temper matters more than perfect microstructure (59 hardness with perfect microstructure will perform more poorly in woodworking tools than 62 just heated and quenched).
I'll see how the 52100 bar wears doing nothing more than quick heat and temper, and then I'll soak one by eye in the propane forge to see if it wears more evenly.
(but it's true that there's probably no great reason to use 52100 vs. O1 - they work in the same hardness range, and their wear properties and fineness aren't going to be much different. The reason we have O1 instead of 52100 in the woodworking world is probably due to the amount of warpage, and because O1 has less chromium - and should be slightly more tolerant of being kept below critical for a while unintentionally).
The interesting thing in all of this is that O1 is considered the standard for shade tree folks with tools. The knife people call it "difficult to get perfect" because it's easy to get really good, but not easy to get the microstructure perfect.
XHP is interesting as a one off because you'll never read that you can harden and temper it well in open atmosphere, but if you heat it very quickly and quench it, it turns out great. If you heat it and allow it to remain in open atmosphere for a while chasing higher temperature, it gets out of order (the outer layer of the steel gets shiny - I'm guessing that's migrating chromium, but it could also be carbon or both). I'm less of a scientist about steel and more of an experimenter. I expected to cut XHP irons and then send them to a heat treater north of here, but it turned out not to be necessary. I sent four other irons to woodworkers here in the states, and none of them can tell a working difference vs. V11. XHP as i've treated it (and as anyone does) won't tolerate impact into a fine edge that well. It's harder to get a V11 Veritas chisel to completely cease taking damage in a chisel, but maybe that's because it has no dominant grain (most chisels are forged from bar or rod that has a dominant grain direction along the length).
Knives being different than the above both due to where the edge is (90 degrees off from the grain direction, probably the worst orientation) and because there's an obsession with thin bevels and torture to follow. I think this is kind of strange behavior because I've heard accounts of people who need special knives, but they're always from someone else other than the person who "needs s30V because their day job involves cutting a lot of sandy material".
There's a small parallel to this in woodworking, but it's a lot less pronounced because there's more use of the tools and less admiring them without use.
Yes on the steels, though. 440c was probably developed with interest in blades (knives and kitchen materials), but I couldn't think of much else in the US that's blade steel before the recent (last few decades) interest in boutique knives. I think the internet creates this, because people can learn things they didn't know previously, and suddenly, they're unhappy with something they liked. Friodur made razors out of 440c with cryo treatment. Suddenly, it's regarded as not being able to work in a knife because it wears too quickly (sharpening is apparently out of the question). XHP is just a higher carbon version, powdered and with some vanadium (higher hardness potential).
Sorry for the TLDR to anyone reading this thinking about making irons, but I'll post a follow up with a 52100 iron and see how it compares to O1. good first world O1 steel will allow a shade tree person to make an iron that matches the hock O1 iron without any trouble. 1095 is a special case because it's one of the few steels left that doesn't have alloying to slow the required transition - it has to go from heat to quench with zero delay and the quench has to be fast, but in thin sections, it can't be water (so you get stuck buying something like parks 50). And then you need to be able to contend with the warp (fine in a knife to leave the knife a bit fat and finish grind, but plane blades aren't a great place for this).
I can durability test 52100 against O1 and take microscopic pictures of the edge - I"m actually kind of interested in seeing how it works out. 52100 bar is really cheap.
I think it's important with woodworking tools to ignore some of the talk from the knife fanatics, though. Most knife work won't even challenge microstructure - it's the last bit of the fanatics (pushing bevel angles and then subjecting knives to hatchet work and cutting nails) that create the rush for microstructure. I made a mule last week out of a file - I can tell that I cannot obtain the same perfection as the mill by breaking it and looking at the grain under a metallurgical scope (the carbides aren't quite as evenly dispersed, but it's still good). I used the file mule (it's shaped (heat and hammer on anvil), not fully forged, and then ground and quenched and tempered and cut several finish nails with it tapping the spin with a hammer. It held up fine. I can still see the microstructure isn't quite as good as the mill-made files broken before any heating, but it really doesn't matter. (on a knife forum, it would matter a lot to people - even after seeing the nails cut, because they'd start asking how acute you could make the angle before the knife takes damage up into the bevel).
It’s funny knife forums think the people who do the plane tests are crazy and seemingly vice versa
XHP is effectively a stainless D2. Being PM it’ll be finer than D2, but if hardness matters more than grain size, and rust resistance isn’t needed, why not just go for D2?
Especially if you aren’t doing any controlled heating or cryo.
XHP is effectively a stainless D2. Being PM it’ll be finer than D2, but if hardness matters more than grain size, and rust resistance isn’t needed, why not just go for D2?
Especially if you aren’t doing any controlled heating or cryo.
It’s funny knife forums think the people who do the plane tests are crazy and seemingly vice versa
XHP is effectively a stainless D2. Being PM it’ll be finer than D2, but if hardness matters more than grain size, and rust resistance isn’t needed, why not just go for D2?
Especially if you aren’t doing any controlled heating or cryo.
D2's failure size (bits that come out) are greater than the difference in optimized carbon steel vs. slightly less great by a factor of 10. It really comes out in large bits. XHP can be chipped, but it wears really uniformly.
I think knife people can't comprehend why heavy hand tool users really value the fine edge staying in tact (they would refer to that as edge stability I guess) and sharpening and grinding being easy, and especially, that we don't swing our tools anywhere and use them like levers. We swing the hammers into them, but holding the tool straight up and down and swinging the hammer into it is far far easier on edges than swinging a tool.
XHP also has much better wear resistance than D2 (I guess due to the enormous amount of chromium in it). When I tested irons (My xhp vs. my O1 iron was 1.85, and LV's was about 2, but that was my first iron and it was a tad soft. Just one cycle to dulling for my xhp mule vs. O1 was 6300 feet of planing in beech, so I didn't test unlimited combinations. My subsequent iron was a tad harder, so the number would probably be more like 2 to 1 in clean wood vs. O1. PM V11 in two tests achieved about two to 1 vs. O1.
I believe D2 in brent beach's test wore only slightly better than A2, or about the same, but the bevel was very ragged. Why this is, I don't know. If the hardness is lower, that could explain some.
https://brentbeach.ca/Sharpen/bladetest.html
If you look at the pictures, though, you can see how ragged. It seems like knives are kind of divided into two camps - the microstructure forgers, and then the modern steel sand cutters. I don't know how much the microstructure matters with S90V, because its grace is that it can cut a lot of sand. A whole lot. M4 can cut a fair amount of sand and if it's CPM, it has good edge stability (but it's expensive and can't be tempered easily by an average guy).
I temper in my kitchen oven on convection in a specific spot with a hanging thermometer for a second temp check - I could reasonably go 450. Most of the high vanadium steels have super high tempering temperatures and will air harden if ground red. Not sure where D2 is, but would expect it's tempering schedule (based on the alloy) to be not that different from carbon steels.
At any rate, the answer about XHP is in 1) I know what it is and I have a reliable method to harden it without damaging the fineness, and 2) it wears very uniformly as long as it doesn't encounter difficult cutting. It actually leaves a brighter surface behind than carbon steel when sharpened on the same stone. And the huge amount of chromium seems to make the cutting resistance less. I found this resistance oddity both in testing chisels at same angles, as well as smooth planing. For some reason, CPM 3V and especially CPM M4 create a lot more resistance with the tip of the iron passing through wood and the shaving flowing over the flat side of the iron. It's uncanny - I may not have noticed using one singly, but I was rotating irons every 200 feet and the feel was stark - so much that I thought in my first test that maybe I didn't sharpen 3V well enough (despite looking at the edge end to end under a microscope).
I'll give you a couple of pictures in a separate post so you can view the uniformity of A2 vs. an O1 iron that I made. These are the ratios that I found, though (off of the top of my head, if O1 at about 63 hardness gets a 1.0)
O1 - 1.0
A2 - 1.25 (but miserable to use in the last .25, so it's pointless vs. good O1 at same hardness)
China HSS (65-66 hardness despite the listing claiming 61 - alloy close to M2 by XRF but slightly short in some elements) - 1.6
Japanese blue steel - 1.0 (strange carbide release - seems like without that, it could've matched A2 with better uniformity)
3V - 1.6 (59 hardness - the person who owns that iron sent it to Bos for heat treating before Paul retired requesting 61 hardness, but the spec is 59 and they ended up making some of the order that that guy had 59 instead. A shame, as abrasive wear is improved 20% by adding those two c-scale points - and this is another reason why I like to harden and temper myself - I will never have a 2 point spread in a finished iron. The flip side is that for something like 52100, if you were willing to forge it, a commercial heat treat service can temperature cycle it properly and really finish the job off better for you, so you could cut nails better with it without breaking it).
V11 - if it's not XHP, it's XHP's doppelganger - 2.0
M4 - 2.05
What did we learn when doing the testing? (none of the above steels are really coarse like D2, so all of them left an acceptable surface. A2's surface went crappy at the 1.0 point. I've tested A2 before. It always seems to shed its edge in the last 20% of a wear cycle - no clue why, but I"ve seen it in more than one A2 iron, and in more than one brand. 3V, M4, V11 and O1 all had lovely uniform wear.
I don't own the 3V and M4 irons, so they went back. V11 is my choice on clean wood in a contest like this, the combination of factors is nice, and it's probably still cheap compared to M4 and high vandium irons (which take a long time to final size/finish after quench and temper) . Since V11 will lose some of this advantage in rough sawn wood and in dimensioning, it'd be nice to know if the same is true with M4 and 3V, but there's no advantage to finding out as there's probably no way to get a good iron made from good steel with proper heat treatment in either for less than $100, and the wire edge on 59 hardness 3v is NASTY. You can create a persistent wire edge that doesn't strop off easily off of a fine finish stone, or even 1 micron diamonds on cast iron. Sharpening on oilstones is out of the question. V11 finishes nicely on oilstones.
O1 is still the champ for all around work. It's easier to refresh if it does get damage and the damage seems less persistent in an edge (you don't come back after a sharpening cycle and find some still there). You really have to bear down on the others to grind through all of the damage, even when it's only a few thousandth's worth.
Going even simpler (ward, water hardening), sometimes a ward iron won't even take damage in the same thing that nicks all of the above. It has very little abrasive resistance, but the knife people would say it has excellent edge stability. A ward iron lasts about 75-80% of O1.
Alloying and wear-related elements in plane irons, and suitable hardness are more important than forging and refinement, and the excellent edge stability of O1 is available to anyone as long as the stock is good quality and the iron is made through the grain length and not across it.
I just looked - D2 does have a tempering schedule a lot like any other carbon steel (despite having a bunch of alloying elements and gobs of chromium).
It might be a lot more pleasant in a PM form, but then it would also be expensive. I'm guessing the knife community would like it as a lot of the knife abusers don't really care that much about edge stability, but more toughness above the fine edge that we concern ourselves with. I've seen knife threads in appreciation of coarse sharpening, too (like 200 grit sharpening and then use some method of removing the burr without polishing the tip too much).
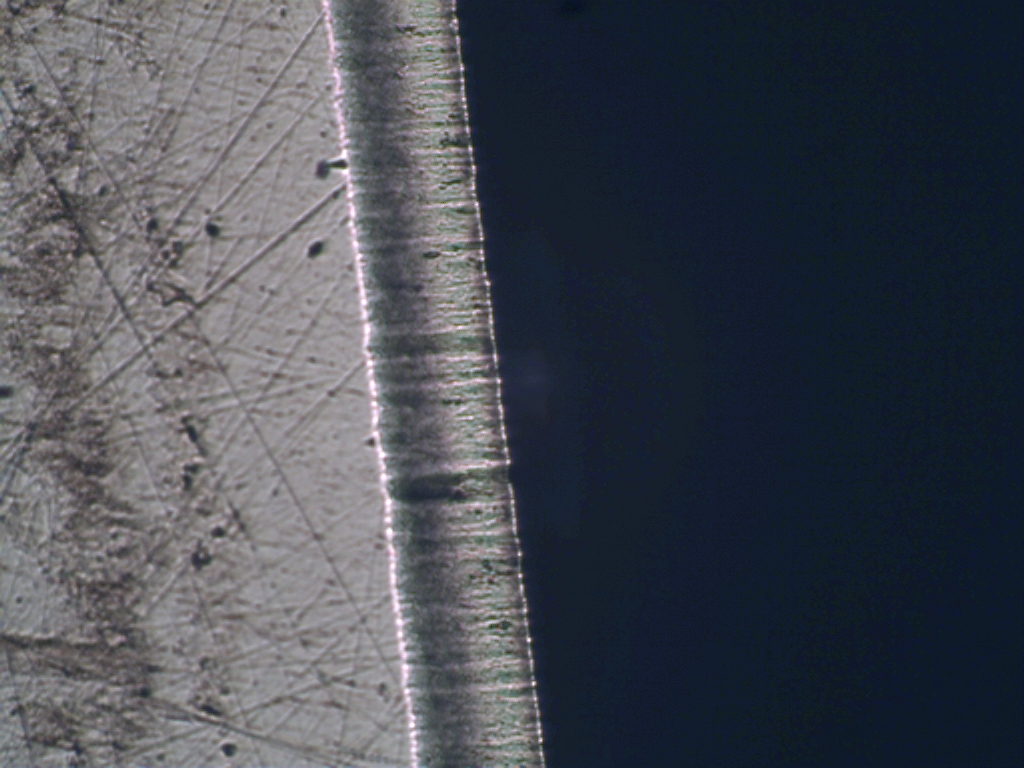
Anyway, here's a picture of the edge of my O1 iron - fully dull and ready for resharpening (but look at the very tip of the edge and how uniform it is. wonderful):
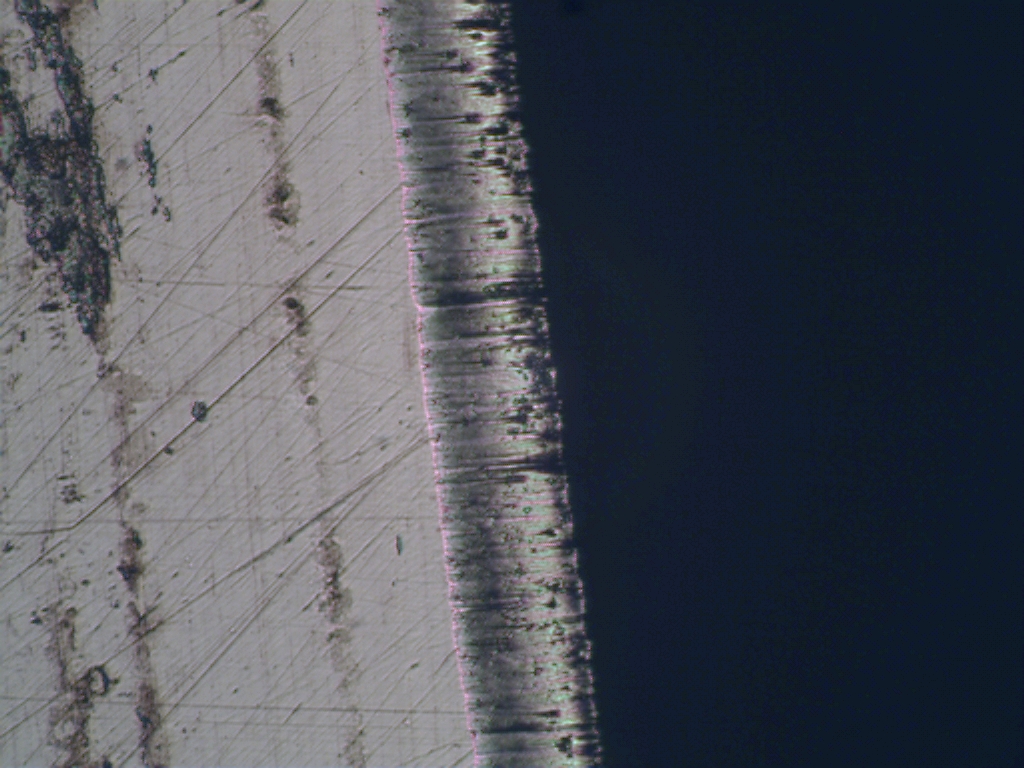
Japanese blue steel (manufactured stanley style iron). look at the bits that appear to have left the edge. No clue. I think it was carbides not connected to the matrix:
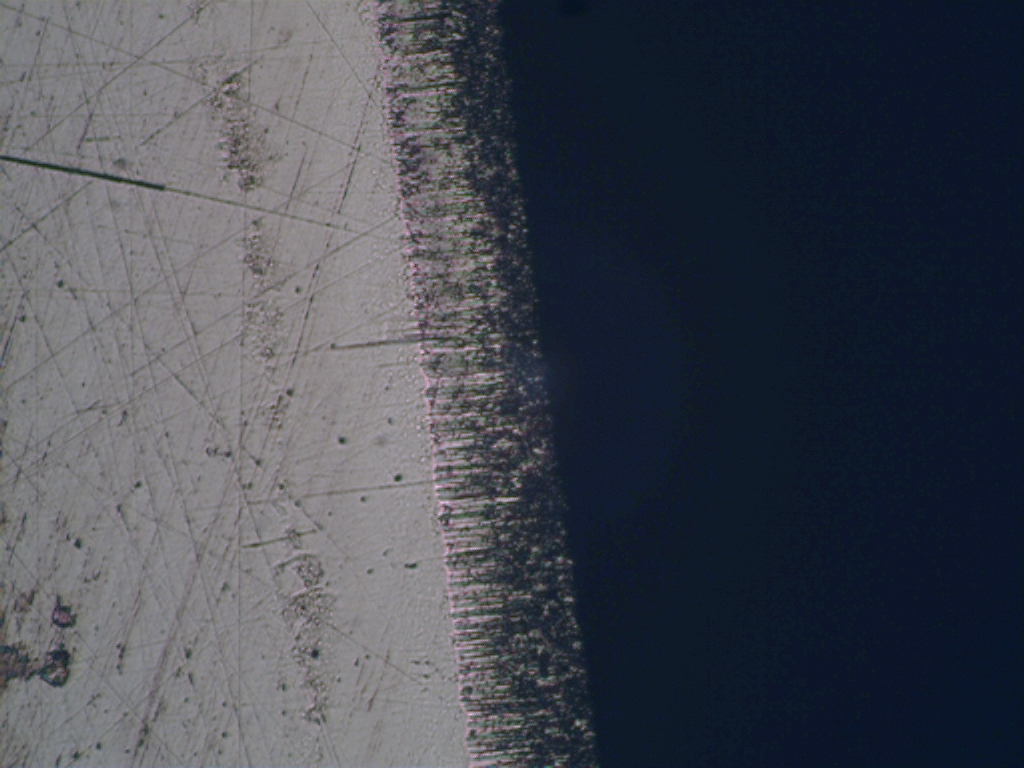
LN A2 -where did the fine edge go? no clue. it planes the last couple of hundred feet to this point, but the shavings are ratty. It always does this - good early uniformity but the edge eventually comes apart.
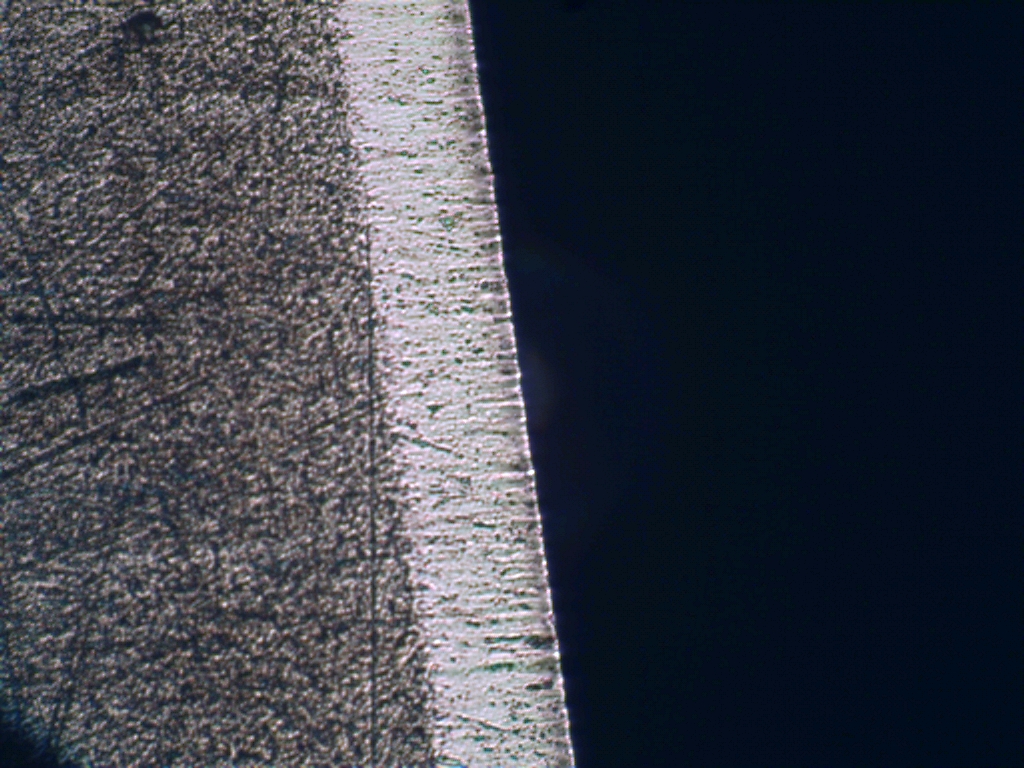
V11/XHP (3V looked similar, only just a little less fine) - nice uniformity, and this is over 400 feet past where the A2 quit and 600 past where A2 fell apart and started making ratty shavings.
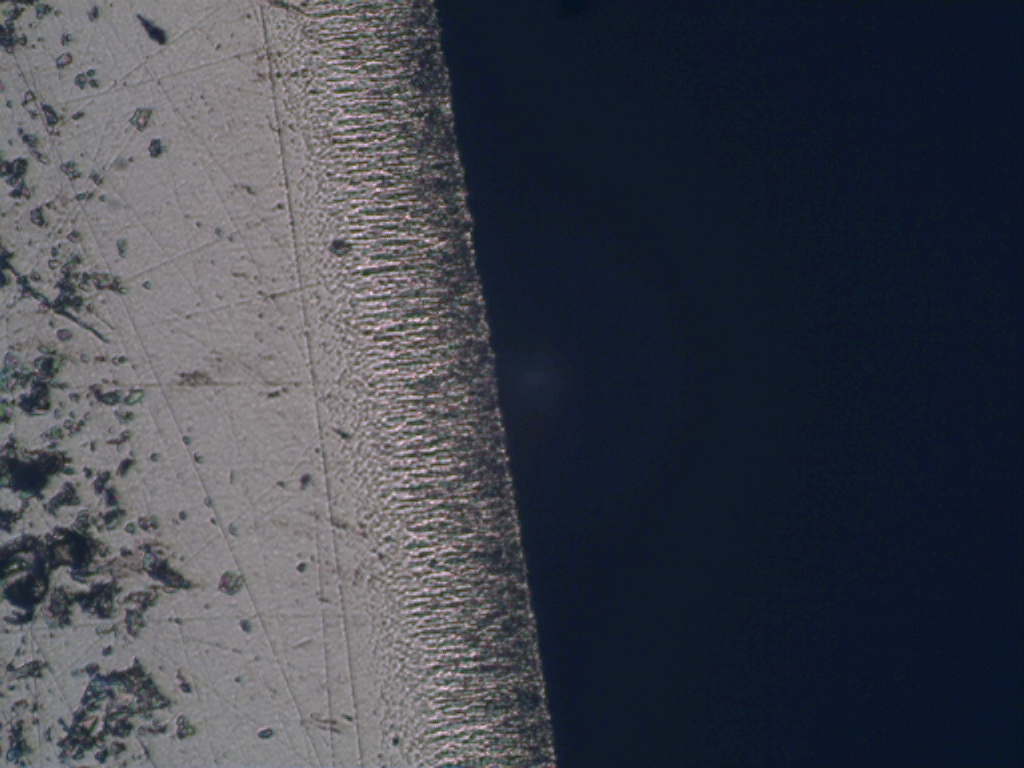
This was a test in clean beech, so there were no rough circular saw marks to plane out, etc. V11 lasts longer than carbon steel in those, but it just seems like you're always working hard to keep the nicks at bay. A2 is like that, too, except it doesn't wear nearly as long. V11 is effectively superior to A2 in every way (except cost).
I could pretty easily take advantage of the edge stability of carbon steel in a chisel test and make small modifications to geometry to find a point where it wears uniformly, but I couldn't easily or practically find this point with a V11 chisel. The shape of the chips in it under the microscope are different, too. instead of being continuous bits broken out or folded over, it looks like they come out the same way you'd expect a brick look if you hit the corner with a hammer.
(interestingly enough, separate from this, on beach's page, the forged clifton iron didn't fare as well with edge uniformity as some of the other carbon steel irons, and since planing clean wood is a matter of abrasive wear in terms of duration, the forging doesn't really extend edge life. )
I'll wear out a 52100 iron and we'll see if it looks like O1. I expect it to. For comparison, here is the ward iron (notice the wonderful uniformity, better than O1. The more plain steel is, better the edge stability seems to be).
lovely. Not very long wearing in a test like this, but lovely, easy to refresh and incomplete resharpening doesn't have much of a penalty because the edge is still uniform even when it's dull. A superb steel type for chisels.
It might be a lot more pleasant in a PM form, but then it would also be expensive. I'm guessing the knife community would like it as a lot of the knife abusers don't really care that much about edge stability, but more toughness above the fine edge that we concern ourselves with. I've seen knife threads in appreciation of coarse sharpening, too (like 200 grit sharpening and then use some method of removing the burr without polishing the tip too much).
Anyway, here's a picture of the edge of my O1 iron - fully dull and ready for resharpening (but look at the very tip of the edge and how uniform it is. wonderful):
Japanese blue steel (manufactured stanley style iron). look at the bits that appear to have left the edge. No clue. I think it was carbides not connected to the matrix:
LN A2 -where did the fine edge go? no clue. it planes the last couple of hundred feet to this point, but the shavings are ratty. It always does this - good early uniformity but the edge eventually comes apart.
V11/XHP (3V looked similar, only just a little less fine) - nice uniformity, and this is over 400 feet past where the A2 quit and 600 past where A2 fell apart and started making ratty shavings.
This was a test in clean beech, so there were no rough circular saw marks to plane out, etc. V11 lasts longer than carbon steel in those, but it just seems like you're always working hard to keep the nicks at bay. A2 is like that, too, except it doesn't wear nearly as long. V11 is effectively superior to A2 in every way (except cost).
I could pretty easily take advantage of the edge stability of carbon steel in a chisel test and make small modifications to geometry to find a point where it wears uniformly, but I couldn't easily or practically find this point with a V11 chisel. The shape of the chips in it under the microscope are different, too. instead of being continuous bits broken out or folded over, it looks like they come out the same way you'd expect a brick look if you hit the corner with a hammer.
(interestingly enough, separate from this, on beach's page, the forged clifton iron didn't fare as well with edge uniformity as some of the other carbon steel irons, and since planing clean wood is a matter of abrasive wear in terms of duration, the forging doesn't really extend edge life. )
I'll wear out a 52100 iron and we'll see if it looks like O1. I expect it to. For comparison, here is the ward iron (notice the wonderful uniformity, better than O1. The more plain steel is, better the edge stability seems to be).
lovely. Not very long wearing in a test like this, but lovely, easy to refresh and incomplete resharpening doesn't have much of a penalty because the edge is still uniform even when it's dull. A superb steel type for chisels.
(This ward iron dates to about 1910, it's laminated, to almost certainly the bit is water hardening steel and the edge life confirms that it doesn't have much for alloying elements in it. I don't know when commercial blade making would've gotten modern process heat treatment in low oxygen environments with long temperature soaks, but I have an iron from 1830 and it has this same lovely uniformity despite being made only on forge expertise. I won't break it to look at microstructure...hah!....but unless it's short on carbon, I'd be surprised if it's as absolutely perfect under the scope as a factory made file is now when they're broken - there must be some free iron carbides in it aggregating, but the are strong, small and glued in well to the matrix.
The edges failing from carbide fall out is exactly why proper heat treatment is important, grain refining cycles, preheats, soaks at temp are all there to give uniformity and smaller carbides.
The Ward doesn’t suffer from this as it won’t have the alloying elements forming carbides.
The A2 experience also shows that they aren’t taking the care with it to optimise it instead aiming for the consistency that you get from not pushing the limits.
The surprising thing is the result from using a propane forge to HT xhp.
The Ward doesn’t suffer from this as it won’t have the alloying elements forming carbides.
The A2 experience also shows that they aren’t taking the care with it to optimise it instead aiming for the consistency that you get from not pushing the limits.
The surprising thing is the result from using a propane forge to HT xhp.
Similar threads
- Replies
- 2
- Views
- 98
- Replies
- 20
- Views
- 1K
- Replies
- 3
- Views
- 2K