



Rhyolith
Established Member
That was a while ago, have since finished most of the external cleaning an put the bed back together.
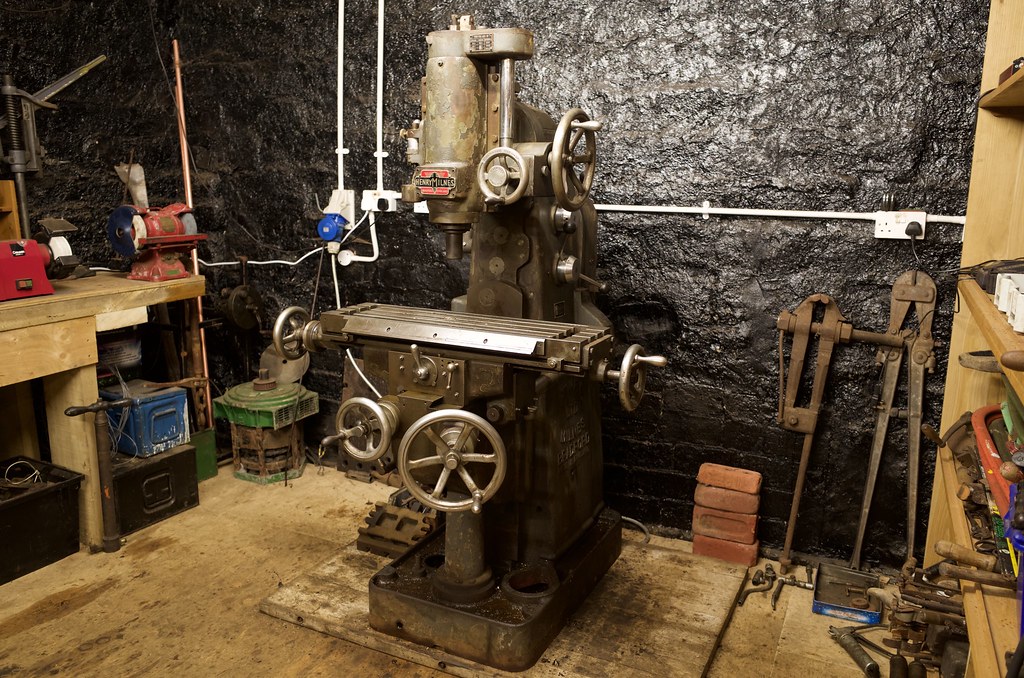 Henry Milnes Milling Machine by Rhyolith, on Flickr
Henry Milnes Milling Machine by Rhyolith, on Flickr
This brought up another problem. The bed feels stiff (equally along its whole run), so need to figure out why that is. In all likelyhood its the wheels on each end, the dialled one especially felt stiff when assembling it... so will give those a dismantle, clean and re-lube defiantly. The other thing is that I have not set that tensioner thing right (the thing the allows adjustment for wear), it moved during dismantling and i kinda guess where to set it (by sliding the bed back and forth till it felt right). Is there a method for setting these?
The last known issue at the moment is the suds tank, which is part of the casting so cannot be opened up. Its full of whats basically mud with metal shavings in it (though, no rust amazing). I have opened the plug draining it and shovelled as much of the dung out I can out as i can get at with a trowel through those two holes in the base (either side of pillar that supports the table). However I have no idea how to get at the rest, theres still a lot in there...
Henry Milnes Milling Machine by Rhyolith, on FlickrThis brought up another problem. The bed feels stiff (equally along its whole run), so need to figure out why that is. In all likelyhood its the wheels on each end, the dialled one especially felt stiff when assembling it... so will give those a dismantle, clean and re-lube defiantly. The other thing is that I have not set that tensioner thing right (the thing the allows adjustment for wear), it moved during dismantling and i kinda guess where to set it (by sliding the bed back and forth till it felt right). Is there a method for setting these?
The last known issue at the moment is the suds tank, which is part of the casting so cannot be opened up. Its full of whats basically mud with metal shavings in it (though, no rust amazing). I have opened the plug draining it and shovelled as much of the dung out I can out as i can get at with a trowel through those two holes in the base (either side of pillar that supports the table). However I have no idea how to get at the rest, theres still a lot in there...
") I didn't have those tubes though, mine were drilled into the casting. If they are delicate then I would be careful with the air, paraffin shouldn't hurt it.
I didn't have those tubes though, mine were drilled into the casting. If they are delicate then I would be careful with the air, paraffin shouldn't hurt it.