



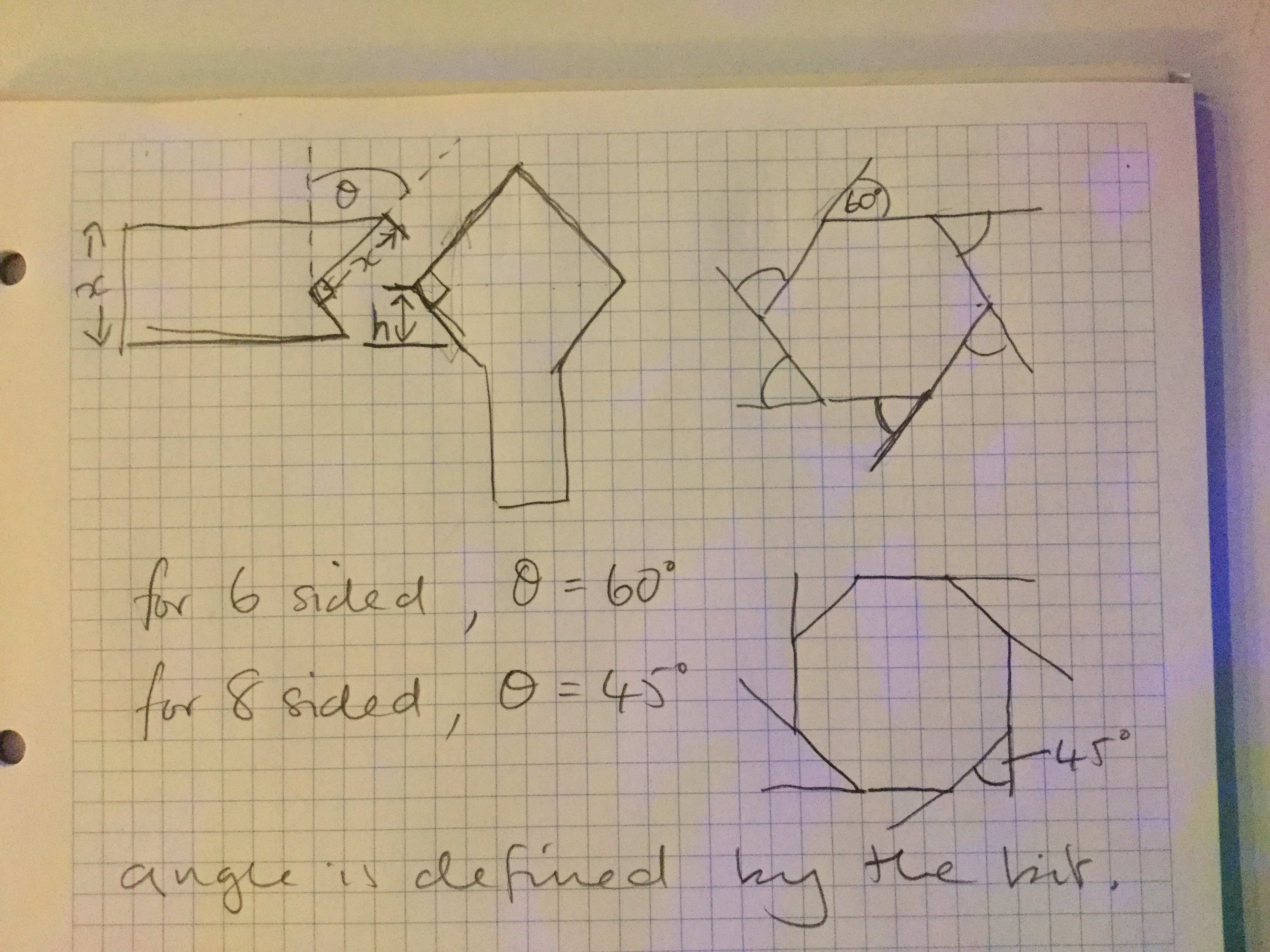
I'm trying some birdmouth joinery to make stave constructed cylinders and flared shapes.
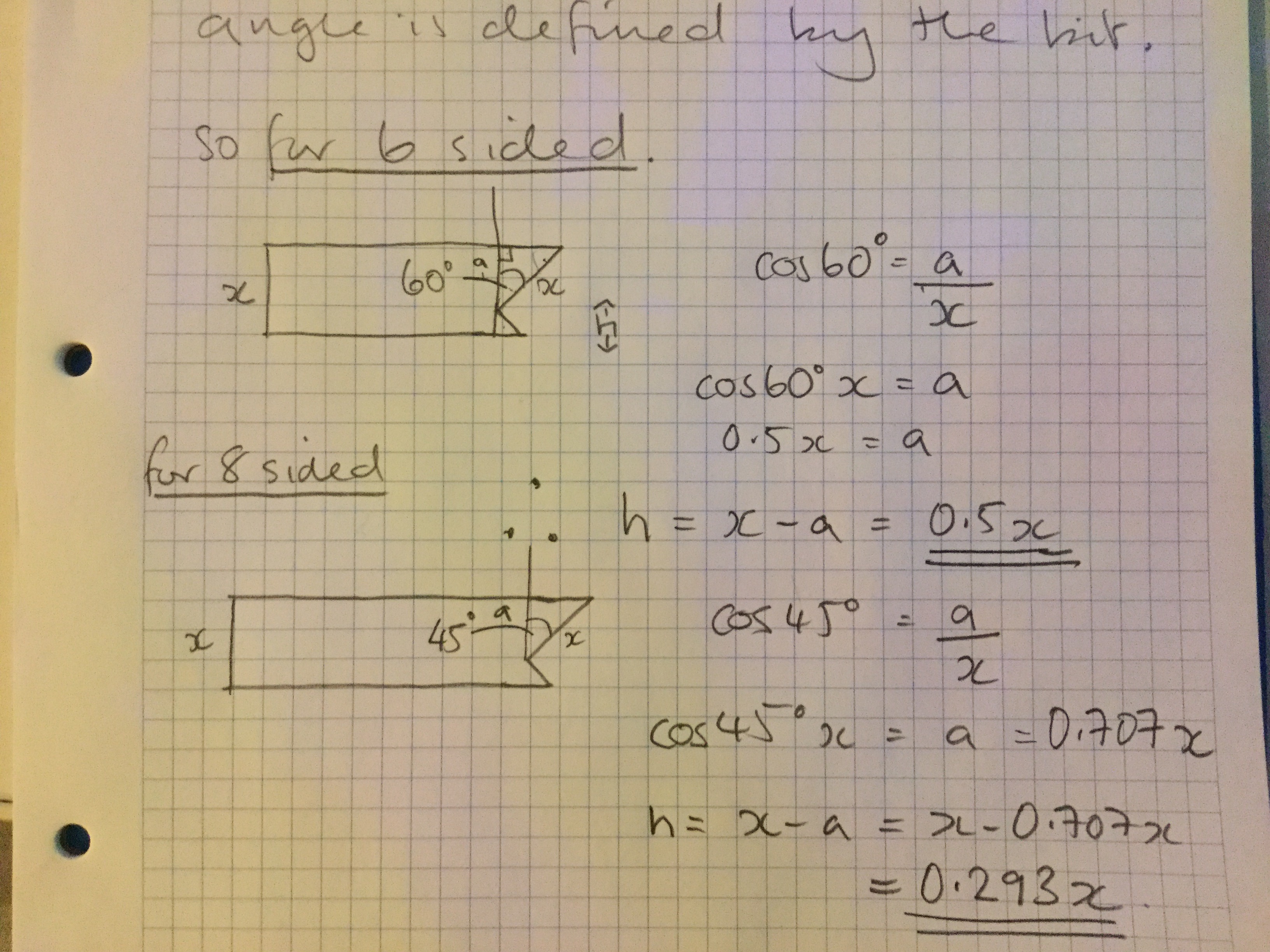
Anyone got any practical advice on setting router bit depth and height?
I am finding the interminable "guess-try-measure-correct" routine to be destroying the fun.
Anyone got any practical advice on setting router bit depth and height?
I am finding the interminable "guess-try-measure-correct" routine to be destroying the fun.
 and then took a while to find it again.
and then took a while to find it again.